


R32 Speed Rock Drill Rods: Overview and Key Information


Typical Use Cases:
Always verify specifications with suppliers to match your project’s requirements.
Introduction
Speed drill rods, a critical component in modern drilling systems, are engineered to optimize penetration rates, durability, and operational efficiency in demanding environments. These rods are widely used in mining, construction, oil and gas exploration, and geothermal drilling. This article explores the technical aspects of speed drill rods, including material composition, design features, applications, and advancements driving their performance.


1. Material Composition and Manufacturing
Speed drill rods are typically fabricated from high-strength alloy steels, such as 4140 or 4340 steel, known for their exceptional toughness and fatigue resistance. Key manufacturing steps include:
2. Design Features for High-Speed Performance
The efficiency of speed drill rods hinges on innovative design elements:
3. Key Applications
4. Advantages Over Conventional Drill Rods
5. Maintenance and Best Practices
To maximize performance:
6. Innovations and Future Trends
Conclusion
Speed drill rods represent a fusion of material science and engineering innovation, addressing the growing demand for faster, deeper, and more reliable drilling. As industries push the boundaries of exploration and resource extraction, ongoing advancements in rod technology will continue to redefine efficiency benchmarks.
Keywords: Speed drill rod, drilling efficiency, alloy steel, heat treatment, anti-vibration design, smart drilling.
This technical overview provides actionable insights for engineers and project managers seeking to leverage speed drill rods for enhanced operational outcomes.
SHANDIKE Rock Drilling Tools: Powering Your Progress
When it comes to rock drilling, precision, durability, and performance are non-negotiable. That’s where SHANDIKE Rock Drilling Tools come in. Engineered for excellence, our tools are designed to tackle the toughest drilling challenges with unmatched efficiency and reliability.
Whether you’re working in mining, construction, or quarrying, SHANDIKE delivers cutting-edge technology and superior craftsmanship to keep your operations running smoothly. Our robust drill bits, rods, and accessories are built to withstand extreme conditions, ensuring maximum productivity and minimal downtime.
At SHANDIKE, we don’t just provide tools – we provide solutions. Trust SHANDIKE Rock Drilling Tools to be your partner in progress, helping you break through barriers and reach new heights.
SHANDIKE – Where Strength Meets Precision.
We have one of the largest ranges of top hammer drill strings and related equipment of any supplier in the world.We offer the complete solution including shank adapters, drill rods, drill bits, accessories and added value services.We continuously develop new, unique and energy efficient, products with the lowest cost of ownership.
Typical phenomena: tooth blade cracking, drill body cracking, or thread damage.
Cause analysis:
Rock formation mutation: The development of fissures in the rock formation can easily lead to deviation and impact, requiring the use of guiding devices.
Operational error: Failure to clean the rock debris at the bottom of the hole in a timely manner resulted in repeated breakage, or the depth of the hole exceeded the bearing capacity of the drill pipe, causing fatigue fracture.
Insufficient cooling: Insufficient air supply from the air compressor leads to poor heat dissipation and exacerbates thermal fatigue.
Solution: Install rock layer monitoring sensors and implement automatic parameter adjustment; Regularly check for torque fluctuations in the drill bit.


By optimizing equipment design, refining operational parameters, adapting to geological conditions, and strengthening maintenance monitoring, systemic solutions can address cuttings removal inefficiencies. Practical applications require flexible adjustments based on hole depth (>20 m demands higher pressure), rock type (granite, shale, etc.), and combined technical approaches to minimize jamming risks and improve drilling efficiency by over 30%.
Top Hammer Drilling Rods: Precision and Durability for Demanding Drilling Operations
Product Overview
Top Hammer Drilling Rods are engineered to deliver exceptional performance in the most challenging drilling environments. Designed for use in mining, quarrying, construction, and exploration applications, these rods are the backbone of efficient and reliable top hammer drilling systems. Built to withstand high-impact forces and abrasive conditions, our rods ensure optimal energy transfer, extended service life, and reduced downtime.

Key Features
1. High-Strength Material: Manufactured from premium alloy steel and heat-treated to achieve superior hardness and fatigue resistance, our rods maintain structural integrity under extreme stress.
2. Optimized Thread Design: Precision-machined threads (R32, T38, T45, ST58, etc.) ensure seamless connectivity with drilling tools, minimizing energy loss and preventing thread wear.
3. Anti-Corrosion Coating: A specialized surface treatment enhances corrosion resistance, ideal for wet or chemically aggressive drilling conditions.
4. Enhanced Energy Transfer: Engineered geometry and balanced weight distribution maximize impact energy transmission from the hammer to the drill bit, boosting penetration rates.
5. Versatile Lengths and Diameters: Available in standard and custom sizes (e.g., 3m to 6m lengths, 19mm to 38mm diameters) to suit diverse drilling depths and ground formations.

Applications
-Blast hole drilling in mining and quarrying
-Rock anchoring and soil nailing in construction
-Tunneling and underground excavation
-Geotechnical exploration and water well drilling
Why Choose Our Top Hammer Drilling Rods?
-Extended Lifespan: Rigorous quality control and advanced manufacturing processes reduce wear and replacement costs.
-Global Compliance: Meets ISO 9001, ASTM, and other industry standards for safety and performance.
-Custom Solutions: Tailored designs available for specialized projects, including non-standard thread types or material upgrades.
The DTH (Down-The-Hole) Hammer M30 is a type of drilling equipment commonly used in mining, construction, and water well drilling. It is designed to provide efficient and precise drilling in hard rock formations. Here are some key features and specifications typically associated with the DTH Hammer M30:

Key Features:
Choosing the right conical rods for rock drills is crucial for ensuring efficient drilling and minimizing wear and tear on your equipment. Here are the key factors to consider when selecting conical rods:
1.Rock Type and Hardness
Soft to Medium Rocks: For softer rocks, standard conical rods with moderate hardness and toughness are suitable.
Hard and Abrasive Rocks: For harder or more abrasive rocks, choose rods made from high-strength, wear-resistant materials to withstand the increased stress and wear.
2.Rod Material
High-Quality Steel: Ensure the rods are made from high-quality, heat-treated steel to provide the necessary strength and durability.
Alloy Composition: Look for rods with alloy compositions that enhance hardness and resistance to wear, such as those containing chromium, molybdenum, or nickel.


3.Rod Dimensions
Diameter and Length: Match the rod diameter and length to the specifications of your rock drill and the drilling depth required. Using the wrong dimensions can lead to inefficiency or equipment damage.
Taper Angle: Ensure the taper angle of the conical rod matches the drill bit and drill machine specifications for a secure fit.
4.Thread Type
Compatibility: Check that the thread type (e.g., R32, T38, T45, T51) of the conical rod is compatible with your rock drill and drill bits. Mismatched threads can cause connection failures.
5.Surface Treatment
Hardened Surface: Opt for rods with surface treatments like induction hardening or coatings that improve wear resistance and extend the rod’s lifespan.
Corrosion Resistance: If drilling in wet or corrosive environments, consider rods with anti-corrosion treatments.
6.Manufacturer Reputation
Reliable Brands: Choose rods from reputable manufacturers known for producing high-quality drilling equipment. This ensures better performance and reliability.
Certifications: Look for rods that meet industry standards and certifications for quality and safety.
7.Application-Specific Requirements
Depth of Drilling: For deep drilling, select rods designed to handle the additional stress and torque.
Drilling Method: Consider whether you are using top hammer, down-the-hole (DTH), or other drilling methods, as each may require specific rod characteristics.
8.Cost vs. Performance
Balance: While cost is a factor, prioritize performance and durability. Cheaper rods may save money upfront but can lead to higher costs due to frequent replacements and downtime.
9.Maintenance and Inspection
Regular Checks: Choose rods that are easy to inspect and maintain. Regularly check for signs of wear, cracks, or deformation to prevent failures during operation.
10.Consultation with Experts
Professional Advice: If unsure, consult with drilling equipment specialists or the manufacturer to ensure you select the right conical rods for your specific needs.
By considering these factors, you can choose conical rods that optimize drilling performance, reduce equipment wear, and ensure safety during rock drilling operations.
Common reasons:
Thread wear or damage
Failure to regularly inspect threads, insufficient or excessive tightening torque, resulting in connection failure.
Improper operation
Misalignment of threads during quick fastening or uncoupling, resulting in “wrong fastening” or thread damage.


Material fatigue or quality issues
After long-term use, the drill rod may experience fatigue fracture or the thread processing may not meet the standards.
Complex underground working conditions
Abnormal vibration and sudden torque changes (such as encountering hard formations during drilling) can cause thread loosening.
Emergency response plan:
Immediately stop drilling and cycle
Maintain circulation to prevent sand settling and drill jamming, and confirm the disengagement position.
Salvage operation
Use fishing tools (such as male cones, female cones, and fishing baskets) to grab the fallen fish (trip the drill rod).
Inverted processing
If the salvage fails, extract the drilling tools in sections by reversing them.
Side drilling during well filling (extreme case)
If it cannot be salvaged and affects subsequent operations, cement should be injected to seal the well section and sidetrack around the obstacle.
3、 Comprehensive preventive measures
Strictly inspect tools
Regularly inspect the wear of drill pipe threads and shoulders, and eliminate unqualified drilling tools.
Standardize operational procedures
Tighten according to standard torque, use thread grease, and avoid sudden lifting and releasing.
Optimize drilling parameters
Adjust drilling pressure, rotation speed, and displacement according to the formation to reduce abnormal vibrations.
Real time monitoring
Predict underground risks and make timely adjustments based on changes in parameters such as torque and suspension weight.
Training and Drills
Regularly conduct accident emergency drills to improve team collaboration skills.
4、 Precautions
After the drill is stuck or tripped, it is forbidden to blindly pull or twist it to avoid worsening the accident.
Before salvage operations, sufficient circulation is required to ensure the cleanliness of the wellbore.
If dealing with difficulties, it is necessary to promptly contact professional service companies or technical experts for support.
By standardizing operations, real-time monitoring, and scientific contingency plans, the probability and losses of such accidents can be significantly reduced.
Common reasons:
Unstable wellbore
The collapse of the formation, reduction in diameter, or block falling from the wellbore can cause the drill pipe to get stuck.
Preventive measures: Optimize drilling fluid performance (such as increasing viscosity and plugging), and control wellbore trajectory.
Rock debris accumulation (sand settling and stuck drilling)
Insufficient drilling fluid displacement or prolonged pump shutdown can cause rock debris to deposit and wrap around the drill pipe.
Preventive measures: Maintain the circulation displacement and rock carrying efficiency, and avoid long-term pump shutdown.

Keyway locking drill
Frequent rotation in the directional well forms a keyway, and the drill rod is stuck in the keyway.
Preventive measures: Regularly perform short trips to repair the wellbore and control dogleg deviation.
Adhesive stuck drill (differential pressure stuck drill)
The filtration loss of drilling fluid is large, forming thick mud cake, and the drill pipe and wellbore are adsorbed due to pressure difference.
Preventive measures: Reduce the filtration loss of drilling fluid and use lubricants or extreme pressure grease.
Operational error
Excessive drilling speed can cause pressure stimulation or unreasonable drilling parameters (torque, drilling pressure).
Emergency response plan:
Attempt to move drilling tools
Move the drilling tool up and down (avoiding strong pulling and twisting), while circulating the drilling fluid, gradually increasing the tension to the safe limit.
Adjust the performance of drilling fluid
Inject high lubricity drilling fluid or unblocking agent (such as diesel+surfactant).
Shock release card
Apply high-frequency vibration using a drilling vibrator or ground vibrator.
Soaking acid or unblocking solution
For mud cake adsorption sticking, inject acidic liquid or specialized unblocking agent for soaking.
Inverted or nested milling
If the jam cannot be resolved, the upper drilling tool needs to be inverted and removed, and then the milling cylinder should be inserted to remove the jam.
Frequent fracturing of drill pipes in hard rock formations is a complex technical problem, often caused by multiple factors working together. The following are the main reasons and corresponding preventive measures:

1. Analysis of the cause of fracture1. Material and manufacturing defects-Reason: Insufficient strength of drill pipe material (such as low-quality steel), internal cracks, improper heat treatment, or defects in threaded connections.
-Performance: The fracture surface exhibits brittle fracture characteristics (such as a flat section) or fatigue crack propagation traces.
2. Excessive mechanical stress- Reason :
Hard rock formations have high compressive strength, requiring greater drilling pressure and torque during drilling, resulting in overloading of drill pipes.
The wellbore trajectory is complex (such as excessive dogleg angle), and the drill pipe is subjected to alternating bending stress.
-Performance: Fractures often occur at drill pipe joints or threaded connections.
3. Cumulative fatigue damage- Reason : Severe vibration occurs during hard rock drilling, and the drill rod is subjected to high-frequency alternating loads for a long time, causing fatigue cracks.
Performance: Shell like fatigue lines can be seen on the fracture surface, and cracks gradually propagate inward from the surface.
4. Wear and corrosion- Reason :
Friction between the wellbore and drill pipe causes wear on the outer wall, especially in hard rock where the wear rate is high.
The corrosive components of drilling fluid, such as H ₂ S and CO ₂, accelerate stress corrosion cracking.
Performance: The wall thickness at the fracture site is significantly reduced or there are corrosion pits present.
5. Improper operation- Reason :
Unreasonable settings for drilling pressure and rotational speed parameters (such as blind pressurization in hard rock).
Failure to timely replace worn drill pipes or handle abnormalities in the well (such as forcibly pulling after stuck drilling).
Performance : Sudden rupture accompanied by abnormal operation records.
2. Preventive Measures1. Optimize drill pipe selection and design-Select high-strength alloy steel (such as S135 grade drill pipe) to enhance tensile and fatigue resistance performance.
Use thick walled drill rods or weighted drill rods (such as HEVI-WATE drill rods used for deep well hard rock).
Improve the design of threaded connections (such as double shoulder joints) to reduce stress concentration.
2. Reasonably control drilling parameters-Adjust drilling pressure and rotation speed according to rock type to avoid blind pressure in hard rock (refer to rock drillability classification).
Real time monitoring of torque, vibration, and other parameters using downhole measurement while drilling (MWD) tools to dynamically optimize operations.
3. Reduce vibration and impact-Install shock absorbers or shock absorbers to absorb high-frequency vibration energy.
Use PDC drill bits or impregnated diamond drill bits (for hard rocks) to reduce impact loads.
4. Strengthen maintenance and testing-Regularly conduct non-destructive testing (such as ultrasonic testing, magnetic particle testing), and replace immediately if cracks or excessive wear are found.
Strictly record the usage duration and cumulative fatigue cycle of drill pipes, and implement life management.
5. Optimize wellbore trajectory and drilling fluid performance-Control wellbore curvature (dogleg angle<5 °/30m) to reduce bending stress.
Use high lubricity drilling fluid (such as oil-based mud) to reduce friction coefficient and minimize wear.
6. Operator training-Develop drilling standards for hard rock formations to avoid unauthorized operations such as hard lifting and sudden release.
Train personnel to identify early fault signals (such as sudden torque changes and abnormal pump pressure).
III. Case AnalysisThe key measure to reduce the frequency of drill pipe fracture by 80% in a deep hard rock geothermal well project is:
Adopting S135 grade drill pipe with double shoulder joints to enhance fatigue resistance;
Introduce a downhole vibration monitoring system to dynamically adjust the rotational speed;
Perform magnetic particle testing on the drill pipe every 200 hours of drilling and replace the hidden drill pipe in advance.
SummaryThe fracture of drill pipes in hard rock formations is the result of the synergistic effect of materials, mechanics, and operations. Prevention needs to start from multiple dimensions such as design selection, parameter optimization, detection and maintenance, combined with real-time monitoring and standardized operation, in order to significantly reduce the risk of fracture.
What impact does the heat treatment process of drill pipes have on their performance?

The heat treatment process of drill pipes has a significant impact on their performance, and improper treatment may lead to fracture. The following is a detailed analysis and preventive measures:
1、 The Influence of Heat Treatment Process on Drill Rod Performance
1. Strength and hardness
Quenching: Increases hardness and strength, but excessive quenching can lead to increased brittleness and residual stress.
Tempering: Eliminating quenching stress, balancing strength and toughness. If the tempering temperature is insufficient or the time is too short, the material may retain brittleness.
2. Resilience
Insufficient tempering or too fast cooling rate can reduce impact toughness and easily cause crack propagation.
Tempering brittleness (such as tempering certain steels at 300-500 ℃) can significantly reduce toughness.
3. Residual stress
Uneven cooling or phase transformation during heat treatment can lead to residual stress concentration and become a source of cracks.
4. Uniformity of microstructure
If a mixed structure of martensite and bainite appears, it may lead to local stress concentration and reduce fatigue life.
5. Wear resistance and fatigue resistance
Improper surface treatment (carburizing, nitriding) may result in excessively high surface hardness, mismatch with core toughness, and accelerate fatigue crack initiation.
2、 Measures to avoid fracture caused by improper heat treatment
1. Optimize heat treatment process parameters
Temperature control: precise control of quenching temperature (such as 850-880 ℃ for medium carbon steel) and tempering temperature (depending on material selection, such as 500-600 ℃).
Cooling rate: Use appropriate cooling media (oil quenching, water quenching, or graded cooling) to avoid cracking caused by rapid cooling.
Insulation time: Ensure sufficient transformation of the organization, such as sufficient tempering time to eliminate stress.
2. Material selection and pretreatment
Choose steel with high purity and low impurities (such as low sulfur and phosphorus content) to reduce segregation and inclusions.
Perform normalizing or annealing pretreatment to refine grain size and improve the uniformity of the microstructure after processing.
3. Residual stress management
After quenching, tempering should be carried out in a timely manner, using stress relief annealing (such as 300-400 ℃ insulation and slow cooling).
Shot blasting treatment is applied to key areas (such as threaded connections) to introduce compressive stress to counteract tensile stress.
4. Process monitoring and detection
Real time monitoring of furnace temperature uniformity using thermocouples and infrared thermometers.
Use metallographic analysis and hardness testing (such as Rockwell hardness HRC) to verify the microstructure state.
Non destructive testing (ultrasonic testing, magnetic particle testing) is used to identify microscopic cracks and defects.
5. Post treatment and surface strengthening
Perform carburizing, nitriding, or coating treatment on the surface to improve wear resistance while avoiding excessive hardening.
To avoid local overheating during subsequent processing (such as grinding), low-temperature processing technology should be used if necessary.
6. Standardization and Training
Strictly implement heat treatment process standards (such as API Spec 5DP requirements for drill rods).
Regularly train operators to ensure equipment maintenance and process stability.
3、 Typical Case Analysis
Case 1: Due to the rapid quenching and cooling rate of a certain drill rod, coarse martensite was formed on the surface, and the residual stress inside was too high, resulting in brittle fracture under downhole torsional load. Improvement measures: Switch to oil quenching and extend tempering time.
Case 2: Insufficient tempering temperature (only 400 ℃) did not completely eliminate quenching stress, and the drill rod cracked from the root of the thread under fatigue load. Solution: Adjust the tempering temperature to 550 ℃ and extend the holding time.
4、 Summary
The heat treatment process directly affects the strength, toughness, and fatigue life of drill rods. By precisely controlling process parameters, optimizing material selection, strengthening detection and post-treatment, the risk of fracture can be significantly reduced. Continuously improving processes based on industry standards (such as API, ISO) and actual working conditions is the key to ensuring the reliability of drill pipes.
The main purpose of carburizing the drill rod of a rock drill during the production process is to optimize the balance between the surface and core properties of the material, and improve its durability and reliability under harsh working conditions. The following is the specific purpose and technical analysis of carburizing treatment:

-Mechanism: Carbonization is achieved by infiltrating carbon elements into the surface of the drill rod, forming a high carbon layer (usually with a carbon content of 0.8% -1.2%), followed by quenching and low-temperature tempering, resulting in the formation of a high hardness martensitic structure on the surface.
– Effect : The surface hardness can reach HRC 58-64, significantly improving the wear resistance, addressing wear problems caused by friction with rocks, and extending the life of drill pipes.
-Material selection: The drilling rod matrix is usually made of low carbon steel (such as 20CrMnTi), which has a low carbon content in the core after carburizing (about 0.1% -0.3%), low hardenability, and retains a tough structure (such as ferrite+pearlite).
-Performance Balance : The high toughness core can absorb impact energy, prevent brittle fracture of drill rods during high-frequency impact operations, and adapt to the high dynamic load conditions of rock drills.
-Process influence : The volume of the carburized layer expands during quenching, forming compressive stress on the surface, offsetting the tensile stress during operation, and delaying crack initiation. – Fatigue resistance improvement : Surface compressive stress state can increase the bending fatigue strength of drill pipes (by about 30% -50%), reducing fatigue failure caused by cyclic stress.
-Cost effectiveness: Compared to overall high alloy steel, carburizing treatment reduces material costs while ensuring performance, making it suitable for mass production.
-Depth control: The depth of the carburized layer is usually designed to be 0.8-1.5mm (adjusted according to the diameter of the drill pipe), taking into account wear resistance requirements and avoiding excessive thickness of the brittle layer.
-Improved anti bite performance: The high hardness surface reduces adhesive wear when in contact with rocks.
-Dimensional stability: Low temperature tempering (180-220 ℃) reduces deformation while maintaining hardness, ensuring the geometric accuracy of the drill rod.
-Process control: Accurate control of carburizing temperature (900-930 ℃), time, and carbon potential is required to avoid grain coarsening or excessive carburizing leading to brittleness.
-Subsequent processing: Grinding is required after carburizing to eliminate the oxide layer and ensure assembly accuracy.
Through carburizing treatment, the drill rod of the rock drill achieves a gradient performance of “external hardness and internal toughness”, and its comprehensive service life can be increased by 2-3 times compared to untreated drill rods. It is a key process that balances performance and economy.
Dear Customer,
We will participate in bauma CHINA 2024 during November 26-29 at Shanghai New International Expo Centre (SNlEC). We will display our new products and present advanced solutionson the leading trade fair for construction machinery, building material machines, mining machines and construction vehicles. We cordially invite you to attend the grand event and visit our booth.
Welcome to our BOOTH:NO.E5.861


Top hammer thread drilling rod 28mm (diameter 28mm)

1、 Product Overview
Name: Top Hammer Thread Drilling Rod 28mm
Diameter: 28mm
Type: Top Hammer Threaded Drill Rod
Purpose: Mainly used in engineering fields such as mining, rock drilling, tunnel excavation, etc.
2、 Product Features
High strength: The drill rod is made of high-quality alloy steel, which has high strength and wear resistance, and can withstand large drilling pressure and torque.
High precision: The threaded part adopts precision machining technology to ensure a tight and reliable connection with the drilling rig, reducing shaking and vibration during the drilling process.
Long service life: After special heat treatment process, the service life of the drill rod is significantly improved, reducing the frequency and cost of replacement.
3、 Purchase advice
Choose suppliers with good reputation: When purchasing, priority should be given to suppliers with good reputation and high-quality reputation to ensure product quality and after-sales service.
Understand product details: Before purchasing, it is necessary to thoroughly understand the specifications, materials, performance, and other parameters of the product to ensure that it meets one’s own usage needs.
4、 Application Fields
Comparing prices and services: When purchasing, you can compare prices and services from different suppliers and choose products with high cost-effectiveness.
Pay attention to transportation and installation: After purchasing, pay attention to the transportation and installation process of the product to ensure that it can arrive safely and accurately at the site of use, and be installed and used correctly.
The use of the Top Hammer Thread Drilling rod 28mm (diameter 28mm) is mainly concentrated in mining, rock drilling, tunnel excavation, and other engineering fields that require deep hole drilling. Here are its specific uses:
Mining: In mines, drill rods are used to extract mineral resources such as ores and rocks. Through drilling, the distribution and reserves of ore can be determined, providing data support for subsequent mining.
Rock drilling: In geological exploration, geotechnical engineering and other fields, drill rods are used to drill rocks to obtain geological information underground. This helps to understand underground structures, rock distribution, hydrogeological conditions, etc., providing a basis for engineering design and construction.
Tunnel excavation: In tunnel engineering, drill rods are used for excavation operations. Through drilling, rocks can be broken and tunnels can be excavated, providing a pathway for subsequent construction work.
Other engineering fields: In addition to the above-mentioned fields, drill rods are also widely used in engineering fields that require deep hole drilling, such as water well drilling, geothermal resource development, and anchoring engineering.
When in use, the drill rod is connected to the drilling rig through threads, and is pushed into the ground for drilling by the top hammer of the drilling rig. The diameter, length, and material parameters of the drill rod will be selected based on specific drilling requirements and geological conditions.
5、 Market price
The price of the Top Hammer Thread Drilling rod 28mm (diameter 28mm) may fluctuate due to various factors such as market supply, product quality, production costs, purchase quantity, and regional differences.
1、 Price Range
Generally speaking, the price of the Top Hammer Thread Drilling rod 28mm may vary depending on different suppliers, brands, and quality levels.
In the market, entry-level products with relatively low prices can be found, which may be manufactured using common materials and processes, suitable for some drilling operations that do not require high performance.
At the same time, there are also high-end products with higher prices, which are usually made of high-quality alloy steel, processed with precision machining and special heat treatment processes, and have higher strength, wear resistance, and service life, suitable for drilling operations with high performance requirements.
2、 Price influencing factors
Market supply situation: The supply of drill pipes in the market will directly affect their prices. If there is sufficient supply of drill pipes in the market, the price may be relatively low; If supply is tight, prices may rise.
Product quality: Product quality is an important factor affecting price. High quality products are usually manufactured using better materials and processes, with higher performance and longer service life, so the price will also be relatively high.
Production cost: Production cost includes raw material cost, processing cost, transportation cost, etc. If production costs increase, suppliers may raise product prices to maintain profit levels.
Purchase quantity: The purchase quantity is also a factor that affects the price. Generally speaking, the larger the purchase quantity, the supplier may offer a certain discount or discount.
Regional differences: Market demand, consumption levels, and logistics transportation costs in different regions can also affect the price of drill pipes.
3、 Price advice
Consulting suppliers: directly contact suppliers or manufacturers to obtain the latest product quotations and discount information.
Compare different suppliers: Compare product quotes and quality from different suppliers in the market, and choose products with higher cost-effectiveness.
Follow market trends: Pay attention to industry developments and market price trends in order to make purchases at the appropriate time.
In summary, the price of Top hammer thread Drilling rod 28mm will be influenced by various factors, and the specific price needs to be determined based on market demand, product quality, production costs, and other factors. When making a purchase, it is recommended to consult multiple suppliers and compare the prices and quality of different products to choose the one with higher cost-effectiveness.
Due to the development of China’s mining industry and the increasing scale of transportation infrastructure construction, as well as the government led requirements for mechanization, automation, and intelligent unmanned construction and mining, the drilling tool market has developed rapidly. It is said that there are dozens of manufacturers with a market size of billions of yuan. But there is still a lot of room for improvement in the performance of domestic brand products.

Today, let’s talk about our experience with the failure of drill rods on rock drilling rigs.
As the drill rod of the excavation trolley, it is the conductor that transfers the impact energy of the rock drill to the rock. Its working form is shown in the figure above. Regardless of the specifications, there are mainly several failure modes, namely normal wear. In addition, one is the breakage of the drill rod, and the other is the deformation of the connecting thread wear. Thread wear and deformation are common, while fractures are relatively rare, but the fracture points are almost always located about 50 centimeters away from the thread sleeve.
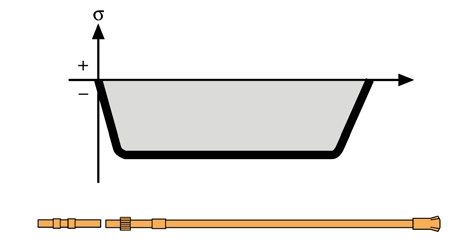
This situation is actually very consistent with the theory of energy transfer fluctuations in rock drills. When the impact piston strikes the drill tail, the kinetic energy of the impact piston is converted into stress waves, which are transmitted to the bottom of the hole through the drill rod and drill bit. In order to achieve optimal drilling economy, the entire system from the rock drill to the drilling tool to the rock must be coordinated with each other. According to the stress wave theory, stress waves are rectangular in shape, with the length of the rectangular wave being twice the length of the piston. The height of the rectangular wave depends on the velocity of the piston at the moment of impact, as well as the relationship between the cross-sectional area of the impact piston and the cross-sectional area of the drill rod, as shown in the figure. The energy generated by the impact of the rock drill piston is transmitted in the form of waves through the drill rod tail, and the drill rod breaks the rock. If you have hit a large hammer, held a drill rod, or chiseled a nail, you can feel the slight expansion of the drill rod with your palm or fingers, and have a sensory experience. According to this theory, at any given impact pressure, the stress wave amplitude in the drill pipe, i.e. the stress value, will become higher due to the reduction in the cross-section of the drill pipe. In order to achieve a longer service life for the drill tail and drill rod, it is important to ensure that the working pressure matches the cross-sectional size of the drilling tool at all times. Atlas Copco’s rock drills all adopt the concept of slender piston, and hope that the diameter of the drill bit tail and the drill rod match with it and are uniform without change, so that the peak value of the energy wave is uniform, which can not only achieve high transmission efficiency, but also improve the life of the drilling tool. This is also why Atlas rock drill is more efficient than other brands.
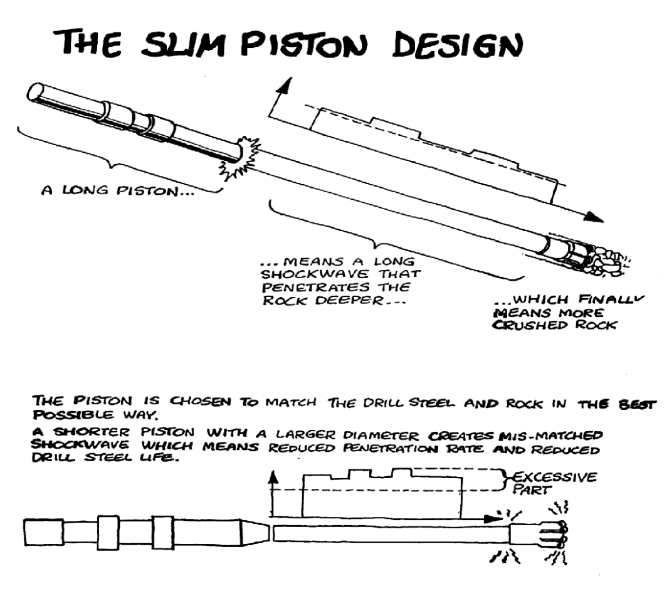
However, in reality, whether it is a drill tail or a drill rod, due to functional and processing requirements, its structural shape is difficult to fully meet the condition of no change in diameter. From the figure, we can see that in excavation and rock drilling, whether using an integrated fast drill rod or a connecting sleeve, the connection thread between the drill rod tail and the drill rod is the place where the amplitude of the shock wave changes the most, that is, where the shock wave peak will be generated; The accuracy of thread machining, the matching degree of mutual cooperation, and even the deflection changes during the working process of the drill pipe have the greatest impact on this part, which is why drill pipe failures occur more often in this area. So, if drilling tool manufacturers can make efforts in this area, there is still a lot of work to be done.
But in reality, I believe that only improvement can be made. In a sense, this problem is unsolvable for horizontal excavation and rock drilling.
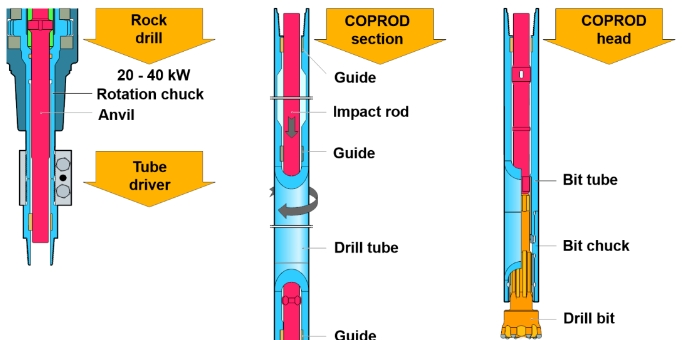
In open-pit rock drilling, down the hole hammers are now more commonly used, and since the drill pipe does not withstand impact, there is no such problem. Atlas skillfully used a kind of drill tool called COPROD for top hammer drilling. As shown in the figure, the outer casing does not bear impact, and the internal impact rod does not use threaded connection, but uses lap joint, so the diameter will not change, and the waveform will not have peak changes. The drilling speed and the life of the drilling tool are both very long, but basically it is only suitable for vertical drilling.